Process Spectroscopy Analyzers for Viscosity Measurements
Improving Polyurethane Polymer Production
In step-growth polymerizations, the degree of polymerization is strictly dependent on conversion and is very sensitive to impurities and molar imbalance, especially when conversion is high. Monomer imbalance may prevent the formation of long polymer chains (leading to molecular weight stagnation) and promote the occurrence of undesired secondary reactions (leading to chain branching, gelation, and/or chain degradation). Therefore, the development and implementation of procedures for online monitoring and control of conversion and weight-average molecular weight (MW) are highly desirable to avoid gel formation, early MW stagnation, and polymer chain degradation.
Online process measurement tools are ideal candidates for in situ monitoring of the physical properties of polymers. Our GUIDED WAVE™ team and Sofraser have partnered to develop a dual measurement system that can be installed on a single shared flange, which can be installed directly onto the side of a reactor for real-time process control.
By having both a NIR measurement and a dynamic viscosity measurement, process engineers can make informed decisions based on real-time trends of polymer building, monomer reduction and weight-average molecular weight. Additionally, the dual probe configuration allows both measurements to occur under the same localized flow and sample conditions.
In other words, if the viscometer and NIR probes were installed on separate flanges, in different locations on the reactor, then transient flow within the reactor could introduce a bias between the two techniques.
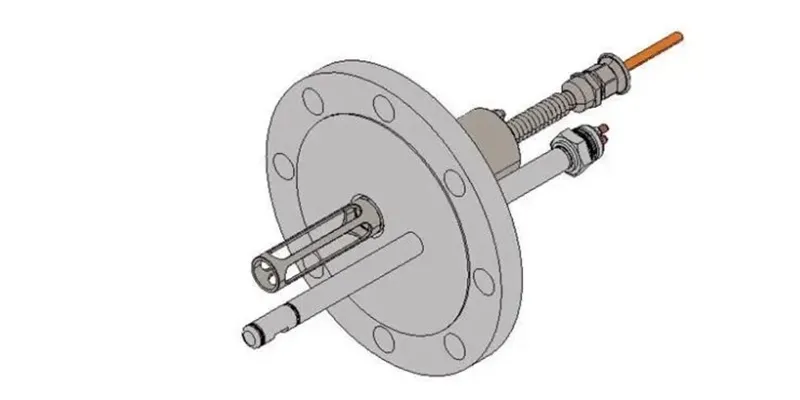
Dual probe flange
Developed by GUIDED WAVE™ and Sofraser. Enables real-time Viscosity and NIR measurements to occur from the same location in a reactor.

Flange with both NIR insertion Probe and MIVI Viscometer

Dual Probes Installed in immersion tube

Flange With both NIR insertion Probe and MIVI Viscometer
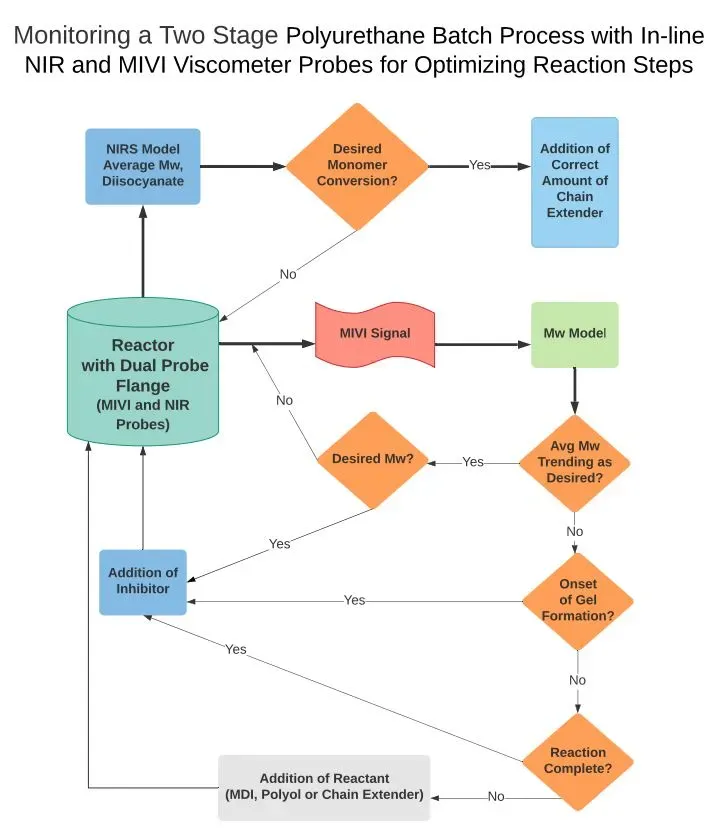
Figure 2. The flowchart above demonstrates how the combined measurement of process viscometry and spectroscopy can be used to control step-growth copolymerization
During the second step of the reaction, the average polymer molecular weight is monitored by both process spectroscopy and viscometry. Depending on the trend of molecular weight, the reactant feed rate is adjusted or dosed based on NIR and MIVI real-time data. The dual measurement is an optimal mean to control the rate of polymerization towards an in-spec endpoint.
It should also be noted that the precision with which a NIR analyzer, such as the NIRO Full Spectrum Analyzer, can measure the average molecular weight begins to decrease as monomer conversion increases. A process viscometer such as the MIVI is therefore used to more precisely measure average molecular weight during the final stages of cross-linking and chain extension. The onset of gelation can be determined by both process spectroscopy and viscometry. If the NIR determines that monomer conversion is occurring without a change in average molecular weight, then the onset of gelation has likely occurred. Viscometry can be used as a secondary confirmation of gelation. If gelation is occurring, then the viscometer will measure a sudden perturbation due to the agglomeration or branching of polymers.
The dual-probe approach enables the process engineer to quickly react to the gelation and begin to add inhibitors to slow the rate of cross-linking. The concentration of inhibitors, such as Hydrochloric Acid, can be measured by process spectroscopy. Once the reaction trend has returned to normal, the amount of inhibitor can be reduced and the reactant, such as 1,4 Butanediols, dosing feed rate to increase. The process control scheme allows the process engineer to coach the reaction to the desired molecular weight trajectories and ensure on spec product is produced. Once the target molecular weight is achieved, the process engineer can transfer the on-spec polyurethane for any post-formation processing such as extrusion.
Conclusion
Bulk polymer production in and of itself is a fairly routine chemical process. However, the drive to optimize production and therefore reduce manufacturing costs necessitates the need for real-time process analysis. Near-Infrared Process Spectroscopy and Viscometry which includes the measurement of viscosity are both ideal candidates for determining the physical properties of polymers. The development of modern process monitoring tools enables direct real-time measurements of the chemical reactions such as monomer conversion, molecular weight, acid number, or even the formation of side branches and gels. The dual probe and subsequent process control scheme can be used to improve batch copolymerization yield. Designed by Elementale (Texas, USA) this probe was developed in collaboration with Guided Wave and Sofraser.
Our comprehensive GUIDED WAVE NIR UV-VIS process and lab analyzer spectrometers offer optically matched components and a meticulously planned calibration approach, ensuring long-term efficiency and cost savings. Our advanced systems are engineered for continuous online operation, delivering real-time data of laboratory-grade quality, even in the harshest processing plant conditions.